日本酒をときどき飲む人ならば、山廃仕込みと書いてあるラベルを一度は見かけたことがあるはず。
この記事ではその山廃について、どの記事よりも分かりやすく徹底解説します。
山廃について理解していく過程で、
日本酒の歴史や生酛づくりについても触れていくことになります。
読み終わるころには、酒屋さんや居酒屋さんでの景色が変わって見えるはず。
それでは早速見ていきましょう!
「山廃」の前にまずは日本酒の製法をおさらい
山廃とは、日本酒の製法のうちの「酒母造り」という工程で使われる言葉になります。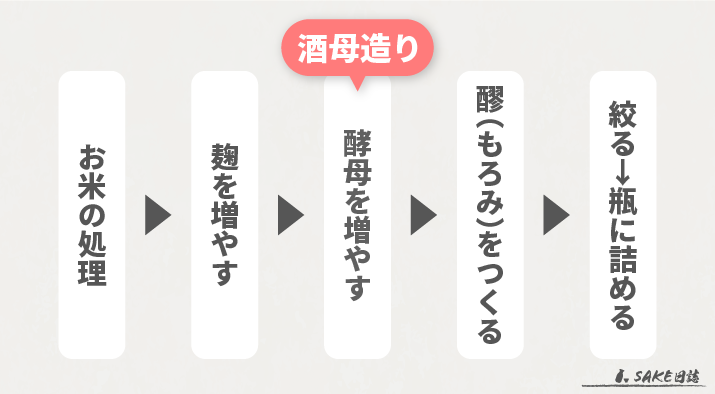
画像の通り酒母造りとは「酵母を増やす」工程です。
麹がお米のでんぷんをブドウ糖まで分解し、
酵母がブドウ糖をアルコールと炭酸ガスに分解し(アルコール発酵)、お酒になります。
酵母がたくさんいないと、しっかりアルコール発酵できずお酒になりません。
酒母造りはとても大切な工程です。
酵母の特徴を活かして、酒母造り!
酵母という生き物は、酸性に強いという特徴があります。
出典:もやしもん Sセレビシエ
酒母造りという酵母を増やす工程で、
酵母以外の雑菌のせいで、酵母が死なないよう、
まずは乳酸菌を増やして酒母を酸性にし、酵母以外が生きられない環境にします。
液体の乳酸菌を酒母に入れる方法を「乳酸菌添加法┃速醸系酒母」
自然に乳酸菌が増えるのを待つ方法を「乳酸菌育成法┃生酛系酒母」
といいます。
乳酸菌添加法では、酒母をすぐに酸性にできるため
安全に酒母造りを進めることができ、時間的にもコスト的にも大きなメリットがあります。
軽快な味わいも現代に求められている日本酒とマッチして、
市場に出回っている90%の日本酒は、速醸系酒母です。
今回の記事で説明する山廃仕込みは、残りの10%の乳酸菌育成法のひとつです。
生酛仕込みから山廃仕込みへ
乳酸菌育成法は、
・生酛仕込み
・山廃仕込み
の2種類があります。
生酛仕込みが先に生まれ、山廃仕込みへと変化していきます。
歴史を辿りながら概要をみていきましょう。
生酛仕込みとは
まずは簡単に製法の説明です。
酒母のために蒸したお米(酒母米)と、麹と水を混ぜます。
米が水をよく吸ったら、櫂と呼ばれる棒ですり潰します。
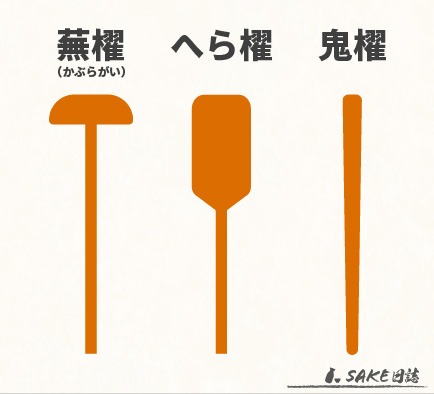
注釈:櫂の種類(タンクは大きいため、本当は柄がもっと長いです)
この米をすり潰す作業を山卸(やまおろし)または、酛擦りといいます。
山卸をした後、すり潰したお米をタンクにひとまとめにし、発酵を促していきます。
この時に自然発生した、硝酸還元菌が亜硝酸をつくり、亜硝酸が微生物をやっつけていき、
温度が上がる過程で乳酸菌も増えていきます。
乳酸菌が増え、酒母が酸性になり、不要な微生物が減ったところで、
酵母を入れ、増やします。(酒蔵内に住み着いた酵母を自然に増やす方法もある)
このように温度管理をしたり、混ぜたりしながら絶妙な菌の移り変わりをコントロールし、生酛仕込みのお酒は完成するのです。
外的要因(気温・米の状態などなど)に左右されやすく、
一定の品質のお酒をつくるには、高度な技術が必要です。
この生酛仕込みが始まったのは江戸時代、灘の丹波杜氏からといわれています。
当時は今のようにお米をあまり削っておらず(高い精米歩合)、
硬かったため大変な重労働だったようです。
山廃仕込みの誕生
明治時代に国立醸造試験所が開設し、日本酒造りに関して様々な研究が行われ
・酒造用の柔らかい米がでてくる
・精米の技術が発達する
・強い麹が作られる
などの成果から、山卸(やまおろし)の必要性は薄れたという論が発表されます。
この発表によって、多くの酒蔵は山卸(やまおろし)をしない酒造りにシフトしていきます。
山卸の廃止、これを略して「山廃」といい、
生酛系の作り方(乳酸菌育成法)で酒母をつくるけど、山卸の作業はしないよ!という意味です。
日本酒造りにとって山廃仕込みへのシフトは大きな出来事ですが、
乳酸菌添加法(速醸系酒母)の登場の方が大きなインパクトです。
現在の主流である乳酸菌添加法(速醸系酒母)についてもみていきましょう。
乳酸菌育成法(生酛・山廃)から乳酸菌添加法へ
1910年、江田鎌次郎氏(酒造会の大恩人とも呼ばれる)によって乳酸菌添加法が誕生しました。(公益性のために特許は取得しなかったようです。)
乳酸菌育成法(生酛・山廃)では、菌の移り変わりとともに徐々に乳酸菌を増やして酒母を酸性にし、酵母の住みやすい環境を作っていましたが、
乳酸菌添加法では、醸造用乳酸と呼ばれる液体状の乳酸菌を、はじめに入れてしまいます。
・雑菌に酒母が汚染されてしまうリスクを大きく減らす
・酒母造りにかける時間・コストを減らせる
・様々な微生物の活動を減らせるため、軽快な酒質になる
とメリットがあり、今では90%の日本酒が乳酸菌添加法(速醸系酒母)でつくられています。
また醸造用乳酸を使った酒母造りには、高温糖化酛という55度前後の高い温度の仕込み水を使う酒母造りの方法もあります。
生酛・山廃酛・速醸酛の味わいの特徴と違い
まず生酛系酒母で作られた日本酒の味わいの特徴ですが、
濃醇でコクのある、複雑な味わいのものが多いといえます。
実際に速醸系酒母でつくられた日本酒に比べアミノ酸度が高いです。
速醸系酒母でつくられた日本酒の味わいの特徴ですが、軽快なものが多いといえます。
酒母の醪(もろみ)における割合は約7%と少量なので、
様々な他の工程の味わいへ与える要因も大きい日本酒造りにおいて、
酒母造りの工程で、決定的に味わいが変わる!とは言えないかもしれません。
生酛・山廃の両者の味の違いには
「米をすり潰す、すり潰さないだけではそう変わらない」
という意見や
「微生物に対する環境が変わるため違いがでる」
という意見など、様々です。
自分で両者を飲み比べてみるとおもしろいかもしれません。
生酛・山廃酛より前の日本酒
酒母が乳酸菌育成法でつくられる前は、菩提酛という酒母がつくられていました。
室町時代に奈良県の菩提山正暦寺で生まれ、
「御酒之日記」「多門院日記」「童蒙酒造記」などに記録されている製法で、
そやし水という自然にいる乳酸菌を増やした水を、仕込み水として使うことが特徴です。
(ヨーグルトのような香りがするそうです。)
乳酸菌を使うという点で、生酛・山廃酛の元となっているといえるでしょう。
菩提酛をベースにした水酛という酒母の製法もあります。
「童蒙日記」に記録されていて、温暖な季節に適した酒母造りの方法であったようです。
ドリルを使って山卸!?(秋田流生酛造り)
秋田県の小玉醸造創業者の孫の小玉健吉氏が考案した方法で、
山卸の作業を羽のついた電動ドリルで行うというおもしろい生酛づくりです。
小さめの桶(半切桶)でお米をすり潰したものを酒母用タンクに移していく、
一般的な生酛仕込みとは違い、いきなり酒母用タンクで電動ドリルをかけるため、
酒母が空気に触れる面積を大幅に減らし、雑菌にさらされるリスクを下げる効果があります。
電動ドリルを使用した山卸以外にも、酒母を温めるのに電熱器を使うという特徴もあります。
酒母タンクの外側に電熱器をあててタンクを暖めるという方法です。
(通常は暖気樽という湯たんぽの様なものを酒母タンクに入れて温度を上げる)
電熱器の使用も雑菌が酒母タンクの中に入ることを防ぎます。
徹底した理念を感じますね。
まとめ: 山廃仕込みって面白い!
現在市場に出ている日本酒の90%が速醸酛、9%が山廃、1%が生酛だそうです。
(出典:NPO法人FBO 日本酒の基)
様々な菌たちの生存競争に思いを馳せながら、時間やコストを犠牲にしてまでこだわって作っている酒蔵さんに感謝しながら、生酛仕込み・山廃仕込みの日本酒を楽しんでみてはいかがでしょうか。
ここまで読んでいただき、ありがとうございました。